 英语
英语 中文简体
中文简体 西班牙语
西班牙语
行业新闻
Jun 26,2026
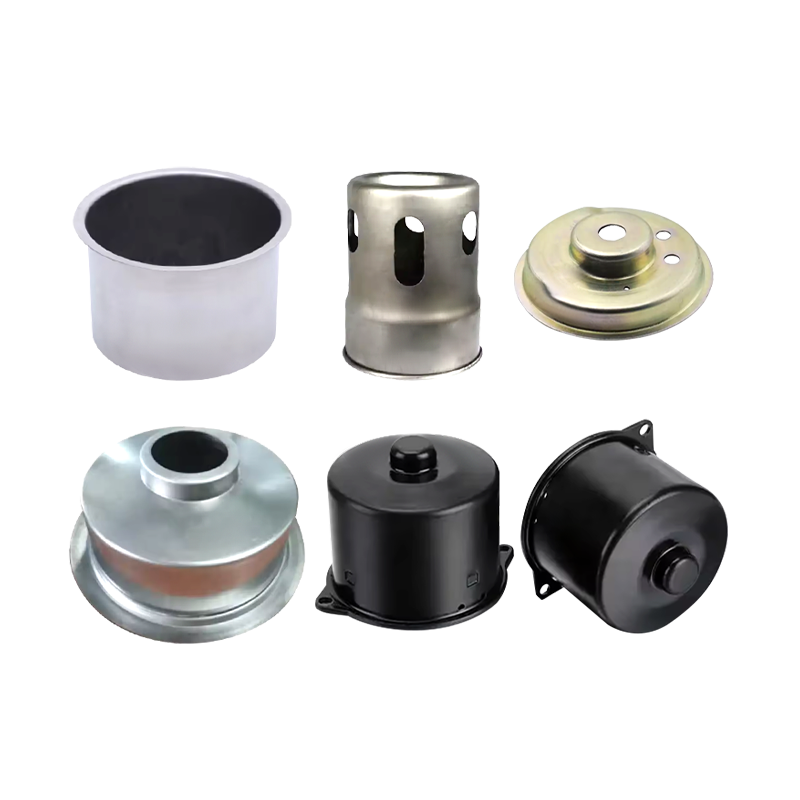
如何选择优质的拉深零件?
内容
选择品质 拉深零件 从一个不可协商的原则开始: 该零件必须满足您的尺寸公差、材料规格和表面光洁度要求,并且没有诸如起皱、撕裂或回弹等缺陷。 为了始终如一地实现这一目标,您需要在下生产订单之前评估制造商的材料采购、模具精度、过程控制和质量检验能力。本指南将引导您了解每一个关键因素,以便您能够做出自信、明智的决定。
什么是深冲以及为什么质量很重要
深冲压是一种金属成形工艺,其中平板毛坯通过冲头拉入模腔以生产杯状、壳状或盒状零件。它广泛应用于汽车、航空航天、电子、医疗设备和消费电器等行业,因为它可以生产无缝、坚固且轻质的部件,并且材料浪费最少。
深冲压的质量至关重要,因为即使模具间隙、压边力或润滑方面的微小偏差也可能导致零件报废。 行业数据表明,不良的过程控制可能导致拉深操作中的废品率达到 5%–20% ,提高了每个零件的成本并延迟了交货时间表。当从外部供应商采购拉深零件时,了解高质量制造商与普通制造商的区别可以保护您的供应链。
订购前评估的关键质量指标
在向供应商做出承诺之前,系统地审查以下指标。每一项都直接预测您收到的零件是否能按要求运行。
材料认证和可追溯性
信誉良好的拉深制造商从经过认证的工厂采购原材料,并可以提供材料测试报告 (MTR),以确认化学成分、机械性能(例如屈服强度和伸长率)以及是否符合 ASTM、DIN 或 JIS 等标准。 例如,低碳钢的伸长率值高于 30%,表明材料可以干净地拉伸而不会断裂。 如果供应商无法生成可追溯性文件,则将其视为危险信号。
工装设计和维护标准
模具和冲头决定了所生产的每个零件的形状精度和表面质量。高质量的模具通常按照严格的公差制造 ±0.01毫米至±0.05毫米 — 由硬化工具钢或硬质合金制成,可承受数百万次循环而不会过度磨损。向您的供应商询问他们的刀具材料等级、典型刀具寿命和计划维护间隔。维护良好的工具可以直接转化为在整个生产过程中零件尺寸的一致性。
拉伸比和壁厚均匀性
极限拉伸比(LDR)是在单次拉伸中可以达到的不断裂的最大毛坯直径与冲头直径之比。对于大多数低碳钢,LDR 约为 2.0至2.3 。具有更深几何形状的零件需要多次重绘操作,每一次都会增加复杂性。熟练的制造商在每个阶段控制压边压力和润滑,以保持壁厚均匀性,通常在 公称壁厚的±10% 。验证您的供应商是否记录了样品零件上多个点的厚度测量结果。
常见的拉深缺陷以及优质供应商如何预防这些缺陷
了解潜在缺陷有助于您在评估供应商的过程控制能力时提出正确的问题。
| 缺陷 | 原因 | 预防方法 |
|---|---|---|
| 起皱 | 压边力不足 | 优化压边压力控制 |
| 撕裂/断裂 | 拉伸比过大或润滑不足 | 多级拉拔,正确选择润滑 |
| 耳环 | 板材的各向异性 | 选择具有低平面各向异性(r 值)的材料 |
| 回弹 | 成型后弹性回复 | 模具过度弯曲补偿和工艺模拟 |
| 表面划痕 | 模具粗糙度或润滑剂中的污染物 | 定期模具抛光和清洁润滑系统 |
| 厚度变化 | 压边力不均匀或模具磨损 | 定期工具检查和力校准 |
在审查潜在供应商的样品时,请在充足的照明下仔细检查零件是否存在上述任何缺陷。索取尺寸报告和表面粗糙度测量结果——优质供应商将毫不犹豫地提供这些。
深冲质量的材料选择
深拉零件选择的材料直接决定其成形性、强度、耐腐蚀性以及焊接或电镀等二次加工的适用性。经验丰富的制造商将帮助您选择适合您的应用的合金和牌号,而不仅仅是最便宜的选择。
常用拉深材料
- 低碳钢(DC01–DC06): 最广泛绘制的材料。 DC04 和 DC05 牌号的伸长率为 38%–40%,非常适合深杯和贝壳。广泛用于汽车车身面板和电器外壳。
- 不锈钢(304、316): 具有优异的耐腐蚀性。 304 级是最常见的深拉不锈钢,但它加工硬化迅速,需要针对深几何形状进行仔细的级间退火。
- 铝(1100、3003、5052): 重量轻且耐腐蚀。合金 1100 的成形性最强,而 3003 则平衡了成形性和中等强度。用于航空航天和电子外壳。
- 铜和黄铜: 优良的导电性和导热性。黄铜 (C26000) 由于其优异的可拉伸性而广泛用于电气连接器和管道部件。
- 钛: 用于高性能航空航天和医疗应用。需要专门的工具、更高的成型力和仔细的温度管理。
在评估供应商时,请确认他们对您的特定材料有实践经验。经常使用不锈钢的制造商将调整退火周期和润滑方案,而主要在低碳钢方面经验丰富的制造商可能会难以处理更具挑战性的合金。
尺寸公差和表面光洁度标准
指定和验证公差是选择优质拉深供应商的最重要步骤之一。公差过紧会不必要地增加成本,而公差过松会导致装配失败。与您的供应商合作,使公差与您的功能要求保持一致。
深冲中的典型尺寸公差
| 尺寸类型 | 标准公差 | 精度公差 |
|---|---|---|
| 外径 | ±0.10毫米 | ±0.03毫米 |
| 壁厚 | ±0.05毫米 | ±0.02毫米 |
| 零件高度/深度 | ±0.15毫米 | ±0.05毫米 |
| 底部平整度 | 0.20毫米 | 0.05毫米 |
| 表面粗糙度(Ra) | 1.6–3.2 微米 | 0.4–0.8 微米 |
要求潜在供应商分享之前项目的首件检验 (FAI) 报告或 PPAP 文件。这些文件证明了它们在实际生产条件下(而不仅仅是理想的实验室设置)中能够多么严格地保持公差。
质量控制体系和检验能力
制造商的质量管理体系 (QMS) 是稳定输出的支柱。至少,认真的拉深供应商应该持有 ISO 9001 认证 ,这需要设计控制、来料检验、过程监控、最终检验和纠正措施的记录流程。某些行业需要额外的认证,例如汽车行业的 IATF 16949 或航空航天行业的 AS9100。
需要寻找的检测设备
- 三坐标测量机 (CMM): 提供亚微米精度的三维尺寸验证。对于复杂的几何形状和严格的公差至关重要。
- 光学比较器和视觉系统: 实现快速轮廓和特征检查,对于大批量生产运行特别有用。
- 表面粗糙度测试仪: 量化表面质量,确保零件符合 Ra 外观和功能规范。
- 硬度计: 验证拉伸过程中的加工硬化没有超过可接受的水平,这对于不锈钢和铝零件尤其重要。
- 检漏设备: 对于用于流体或气体密封的部件,压力或真空泄漏测试可确保拉制外壳的完整性。
在供应商资格认证过程中,要求进行设施参观或虚拟审核,以观察检查设备的使用情况。注意检验是否融入生产流程(过程控制)而不是仅限于生产线末端的最终检验。过程中的监控可以更早地发现缺陷,从而减少废品和返工成本。
评估供应商的制造经验和能力
技术设备很重要,但制造商为您的项目带来的工艺知识的深度也很重要。最好的结果来自于供应商,他们将您的零件视为一项工程挑战,而不仅仅是一项生产任务。
选择供应商时要问的问题
- 你们的压力机覆盖什么压力机吨位范围,你们能处理我的零件所需的毛坯尺寸和拉深深度吗?
- 您以前是否使用与我的相同材料和相似拉伸比生产过零件?
- 您是在内部设计和维护工具,还是外包?
- 您通常的第一篇文章交付时间是多少?您在提交第一篇文章时提供了哪些文档?
- 您可以在内部执行哪些二次加工(修边、穿孔、焊接、表面处理)?
- 您能否提供我所在行业客户的参考资料?
如果供应商能够通过生产历史中的具体例子自信地回答这些问题,那么与只做出一般性保证的供应商相比,供应商更有可能始终如一地交付优质零件。 宁波大盛金属制品有限公司 体现了这种方法:凭借多年在金属冲压、拉深和焊接方面的专业知识,他们经验丰富的工程人员与客户从材料和工具选择一直到成品精密零件进行合作,确保每个生产阶段都符合每个规格并有记录的质量保证。
原型设计和首件检验的作用
在将新的深拉零件投入全面生产之前,始终需要原型设计或首件阶段。此阶段可让您和制造商在生产大量可能不合格的零件之前验证工具、工艺参数和材料的行为是否符合预期。
彻底的首件检验 (FAI) 包应包括:
- 测量并记录所有图纸特征的尺寸报告
- 生产代表毛坯材料的材料认证 (MTR)
- 表面光洁度测量报告
- 带有关键特征照片的目视检查报告
- 适用的功能测试结果(泄漏测试、硬度检查、涂层附着力)
切勿为了节省时间或成本而跳过 FAI 阶段。 第一篇文章中发现的问题可以在工具或流程级别上得到纠正,而纠正问题的成本只是生产数千个零件后发现的问题的一小部分。注重质量的制造商会积极鼓励这一步,而不是强迫您跳过它。
二次加工和表面处理质量
大多数拉深零件需要一次或多次二次加工才能达到成品零件状态。这些操作的质量与绘图过程本身同样重要。拥有在内部执行二次操作的供应商可以减少搬运损坏,缩短交货时间,并保持对整个零件的责任。
拉深中常见的二次加工
- 修边和翻边: 去除拉丝过程中产生的不均匀顶部边缘(耳部),以达到精确的成品高度。
- 冲孔和冲孔: 向绘制的外壳添加孔、槽或切口。精密冲孔模具的位置公差保持在 ±0.05 毫米或更好。
- 焊接: 用于将拉制壳体与支架、法兰或其他部件组合在一起的组件。 MIG、TIG 和点焊都很常见。焊接质量通过目视检查、渗透检查以及拉力或扭矩测试来确认。
- 表面处理: 镀锌、镀镍、粉末涂层、钝化和阳极氧化是提高耐腐蚀性和外观的常见表面处理。验证您的供应商的精加工流程是否符合 RoHS、REACH 或与您的市场相关的其他环境法规。
- 去毛刺和清洁: 冲压和拉拔零件通常具有毛刺和残留润滑剂,必须在最终检查和装运之前将其去除。
成本与质量:找到正确的平衡点
虽然成本始终是一个因素,但纯粹根据价格选择拉深供应商是一个常见且代价高昂的错误。零件的实际成本不仅包括单价,还包括废品率、返工人工、检查时间、交货延迟和潜在的现场故障。 如果考虑到下游故障和返工成本,来自质量认证供应商的部件成本高出 15%,则可以轻松实现 30%–50% 的总成本节省。
评估总拥有成本 (TCO),而不仅仅是单价。投资现代压力机、精密模具、校准检测设备和经过认证的质量管理体系的供应商的运营成本较高,他们会在定价中反映这些成本。这些投资正是产生保护产品可靠性和品牌声誉所需的一致性和质量的原因。
索取报价时,请提供完整、准确的图纸,并明确说明所有公差、材料规格、表面光洁度要求和适用标准。不明确的规格会导致在交付时偷工减料和令人不快的意外。
行业应用和零件复杂性考虑因素
深拉零件的质量标准因应用而异。了解您的零件将用于何处有助于确定与供应商指定的正确质量要求。
| 工业 | 典型零件 | 关键质量要求 |
|---|---|---|
| 汽车 | 车身面板、油箱、滤清器外壳 | IATF 16949,严格的厚度公差,防腐蚀 |
| 电子产品 | 外壳、电池罐、散热器 | 尺寸精度、EMI 屏蔽完整性、RoHS 合规性 |
| 医疗 | 手术器械盒、植入物外壳 | ISO 13485,生物相容性材料,Ra ≤ 0.8 µm,完全可追溯性 |
| 航空航天 | 结构支架、燃油系统部件 | AS9100、认证材料、NDT 检验、批次可追溯性 |
| 消费电器 | 炊具、洗衣机滚筒、压缩机外壳 | 表面光洁度、尺寸一致性、大批量生产能力 |
为什么与经验丰富的深拉专家合作
当您的零件涉及具有挑战性的几何形状、难以拉拔的材料或严格的公差时,商品金属成型机和真正的拉深专家之间的区别就变得显而易见。专家将流程模拟、应用工程、模具设计专业知识以及跨不同行业成功制造零件的记录历史记录下来——所有这些都集中在一个屋檐下。
宁波大盛金属制品有限公司 是一家将这种综合专业知识带入每个项目的制造商。该公司专门从事各行业零部件的金属冲压、拉深和焊接,经验丰富的员工直接与客户合作,选择合适的材料,设计有效的模具,并制造符合精确规格和高质量标准的成品精密零件。从最初的设计审查到首件产品的批准和持续生产,每一步都按照质量关键型应用所需的严格要求进行管理。
在选择拉深部件的合作伙伴时,请优先考虑了解您的最终应用、公开沟通工艺能力和限制并用记录数据支持其质量声明的供应商。这种组合——技术专长、透明的沟通和基于证据的质量保证——是可靠、长期供应关系的基础。












发送询盘


版权所有© 宁波达升金属制品有限公司
