 英语
英语 中文简体
中文简体 西班牙语
西班牙语
行业新闻
Jun 19,2026
托盘脚和嵌套塞如何提高可堆叠性?
内容
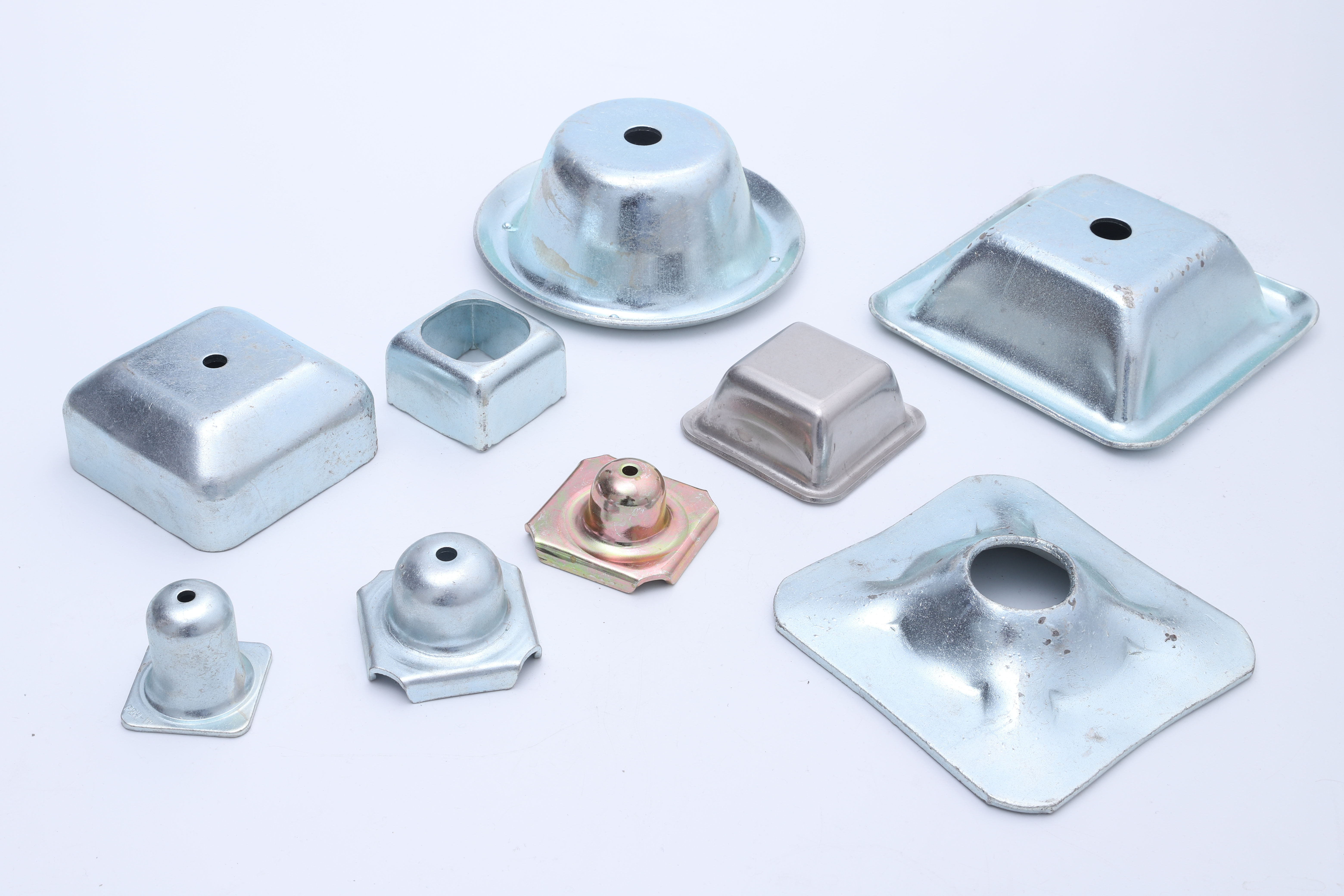
托盘脚和嵌套塞 提高可堆叠性 在堆叠托盘之间创建精确的机械联锁 它可以防止横向移动,控制每个附加托盘的垂直增量,并将压缩载荷均匀分布在定义的接触点上。其结果是一个结构稳定、节省空间且操作安全的堆垛系统——没有这些组件的平板托盘本身无法可靠地实现这些品质。
在 宁波大盛金属制品有限公司 ,我们通过精密金属冲压、拉深和焊接工艺制造托盘脚和嵌套塞。我们直接参与这些组件的生产,使我们能够详细了解尺寸精度和材料质量如何转化为现实世界的可堆叠性能。下面的文章探讨了这两个组件如何协同工作,将托盘堆垛从不可靠的手动任务转变为受控、可重复和可测量的操作的各个方面。
嵌套塞如何将托盘锁定对齐的机制
托盘支脚和嵌套插塞提高可堆叠性的基本机制是插塞与支脚的接合。当一个空托盘放置在另一个托盘的顶部时,从上托盘下侧突出的嵌套塞下降到下托盘支脚顶部的开放腔中。这种接合同时完成三件事:它将上托盘与下托盘精确水平对齐,限制上托盘可以下降到下托盘的距离(控制嵌套增量),并且它抵抗任何侧向力,否则会导致堆叠移动或倾斜。
如果没有嵌套插头,堆叠托盘之间就没有机械连接。它们完全依靠重力和摩擦力来保持原位。在光滑的仓库地板上、叉车搬运过程中或移动的车辆中,仅靠摩擦力不足以防止移动。没有互锁组件的十个托盘堆可以在适度的横向加速度下横向移动几厘米,足以使堆垛倾倒或使其作为一个整体提升时不安全。
塞的几何形状及其对叠层精度的影响
嵌套塞的几何形状(其锥角、外径、壁厚和高度)决定了上托盘相对于下托盘的安装精度以及接合的堆叠内存在多少横向游隙。具有大入口锥度的插头(通常 拔模角 3° 至 7° )即使在放置位置未完全居中时也能将托盘引导到位,而接合底部的紧密配合可提供自动化搬运系统所需的精确对准。按照严格的尺寸公差制造的精密冲压插头达到 位置重复精度在±1毫米以内 — 对于机器人系统或自动引导车处理的托盘至关重要。
控制嵌套增量:实际节省了多少空间
托盘脚和嵌套塞提高可堆叠性的最可量化的方法之一是实现受控且可预测的嵌套增量 - 每个连续托盘添加到堆栈的额外垂直高度。该增量由托盘脚的总高度与嵌套塞在其中接合的深度之间的差值决定。
精心设计的嵌套系统通常可以实现的嵌套增量为 每个托盘 30 至 60 毫米 。相比之下,总高度约为 145 毫米的传统木块托盘,每增加一个单元,堆垛就会增加 145 毫米,因为它根本没有嵌套功能。节省空间的影响是巨大的:
| 托盘数量 | 传统托盘堆叠高度(每个 145 毫米) | 可嵌套托盘堆垛高度(40 毫米增量) | 节省空间 |
|---|---|---|---|
| 5 | 725毫米 | 310毫米 | 57% |
| 10 | 1,450 毫米 | 510毫米 | 65% |
| 20 | 2,900 毫米 | 910毫米 | 69% |
| 50 | 7,250 毫米 | 2,110 毫米 | 71% |
如表所示,随着堆放的托盘数量增多,节省空间的优势也随之增加,因为底部托盘的固定底座高度占总堆垛高度的比例较小。对于 50 个托盘,增量为 40 毫米的可嵌套系统占用的空间不到 30%的空间 传统托盘所需的转换直接影响仓库可存储的空托盘数量、可装载到回程卡车上的空托盘数量以及托盘池的管理效率。
为什么精确的嵌套增量控制很重要
只有当托盘脚和嵌套塞按照精确的尺寸规格制造时,才能实现一致的嵌套增量控制。如果整个托盘组的脚部高度存在几毫米的差异(就像在质量控制不足的情况下生产组件时那样),则嵌套增量将变得不可预测。有些托盘的嵌套深度比预期更深,可能会导致托盘板接触并损坏下面装载的托盘上的货物。如果插头未能正确接合足腔,则其他鸟根本无法筑巢。车队中每个组件的尺寸一致性是可靠堆叠性的基础。
堆垛过程中的载荷分布和结构稳定性
可堆叠性不仅涉及托盘嵌套的紧凑程度,还涉及托盘与货物堆叠时承载负载的安全性和稳定性。托盘脚在这方面发挥着核心作用,它准确地定义了压力在堆叠托盘之间传递到地板的位置。在承载装载托盘的多托盘堆中,每个上部托盘的支脚必须将其负载直接转移到下面托盘的结构元件上,而不是转移到支脚之间的甲板表面上,在大多数托盘设计中,支脚的设计不能承受来自上方的压缩负载。
精确定位的支脚确保 负载转移发生在正确的点 在每个堆叠配置中。当脚始终放置在托盘的角落和边缘时(因为它们处于精心设计的系统中,制造公差受控),装载的堆叠的每一层都由其下方的脚形成的结构柱支撑。这种柱状负载路径机械效率高,可防止负载转移到无支撑区域时托盘板发生弯曲和挠曲。
嵌套塞子在防止烟囱倒塌中的作用
当装载的托盘堆受到水平力(来自转弯的车辆、急剧减速的叉车或仓库中的地震活动)时,堆垛有倾斜并可能倾倒的趋势。与托盘脚积极接合的嵌套塞通过充当相邻托盘之间的剪力连接器来抵制这种趋势。塞子与脚腔内壁的接触将侧向力转化为两个部件之间的压缩和拉伸相互作用,从而耗散能量而不是允许托盘相对于彼此滑动。
单个塞脚接合所提供的抗剪强度取决于两个部件的壁厚、接合深度以及每个部件的材料特性。与钢脚空腔接合的压制钢塞比塑料脚中的塑料塞提供显着更大的抗剪强度——对于在不完善的路面上用卡车长距离运输堆叠托盘的操作来说,这是一个重要的考虑因素。
脚高度均匀性如何影响堆垛水平度
托盘堆的水平度取决于支撑它的脚。如果单个托盘上的四个或更多支脚的高度存在差异(即使只有几毫米),托盘板将无法水平放置在其下方的托盘上。这种倾斜随着堆叠中每个额外托盘的增加而累积:每个托盘 2 毫米的高度变化变成 20 毫米倾斜 跨越十个托盘堆,这足以使顶部托盘明显不稳定,并且用叉车作为一个单元拾取可能不安全。
控制整个托盘车队的脚高度均匀性需要能够生产符合严格高度公差的组件的制造工艺——通常 ±0.5 毫米或更好 用于精密应用。在 宁波大盛金属制品有限公司 ,我们的深拉和冲压操作是使用保持一致的材料流动和成型深度的工具进行的,确保生产运行中生产的每只脚都符合所需公差内的指定高度。这种一致性是通过过程中的质量检查来验证的,而不是仅仅依赖于生产线末端的检查。
足部几何形状及其对水平接触的影响
除了高度之外,脚底接触面的平整度和垂直度也会影响堆叠的水平度。底座弯曲或不平坦的脚会在其下方的表面上晃动,而不是形成稳定、均匀的接触。这种在负载下的摇摆行为会在接触区域的边缘产生应力集中,从而加速磨损并随着时间的推移增加足部变形的风险。精密成型的金属支脚由模具生产,可将接触表面的平整度控制在指定范围内,通过确保每个支脚稳定放置并在其整个底座区域均匀地传递负载,从而消除了这个问题。
不同托盘脚配置的可堆叠性能
并非所有托盘脚配置都能提供相同的堆叠性能。脚的数量、它们的放置模式、它们各自的几何形状以及每个托盘接合的嵌套塞的数量都会影响系统在实际操作条件下的性能。了解常见配置之间的权衡有助于为给定应用指定正确的设计。
| 脚部配置 | 英尺数 | 堆栈稳定性 | 嵌套增量 | 典型应用 |
|---|---|---|---|---|
| 4角 | 4 | 好 | 低(30–40 毫米) | 轻载、零售分销 |
| 6 点(4 个角 2 个中心边缘) | 6 | 非常好 | 35–50 毫米 | 标准工业、食品服务 |
| 9点(3×3网格) | 9 | 优秀 | 40–60 毫米 | 重载、汽车、货架 |
| 滑道/连续导轨 | 2–3 个导轨 | 好 (directional) | 50–70 毫米 | 输送系统、冷链 |
9 点配置提供了最佳的整体堆叠性,因为它最大限度地增加了每个托盘的互锁插脚接合数量,将负载分布在最大数量的接触点上,并最大限度地减少了脚之间的甲板偏转。然而,它也会导致比 4 角系统稍高的嵌套增量,因为堆叠间隙中必须容纳更多的脚材料。任何给定操作的最佳配置取决于负载能力要求、嵌套效率目标和搬运设备的尺寸限制之间的平衡。
材料选择及其对堆叠性能随时间的影响
如果组件由在重复负载循环下保持其几何形状的材料制造,则托盘脚和嵌套塞所提供的可堆叠性改进只能在托盘的整个使用寿命内持续。材料退化(蠕变、疲劳开裂、腐蚀或热变形)会改变支脚和插头的尺寸特性,从而逐渐破坏可堆叠性所依赖的联锁精度。
- 压制钢脚 在持续压缩载荷下保持其几何形状而不会蠕变,抵抗冲击而不断裂,并在 -40°C 至 300°C 的温度范围内保持一致的性能。它们在数百个负载循环中的尺寸稳定性是所有常见脚部材料中最高的。
- 不锈钢脚 提供与压制碳钢相同的机械稳定性,并在潮湿、食品级或化学环境中具有耐腐蚀性。当必须通过重复的冲洗周期保持托盘可堆叠性时,它们是首选。
- 高密度聚乙烯 (HDPE) 脚 为轻到中等负载提供足够的堆叠性,但在持续的压缩应力下容易蠕变,特别是在高温下。随着时间的推移,装载的堆叠可能会导致 HDPE 支脚永久压缩,从而降低支脚高度并改变嵌套增量。
- 聚丙烯脚 比 HDPE 更轻、成本更低,但抗冲击性较低,并且在零度以下的温度下更容易发生脆性断裂。在冷链环境中,聚丙烯支脚可能会在托盘掉落或粗暴搬运过程中产生的冲击载荷下破裂,从而完全消除其联锁功能。
- 铝合金脚 重量轻,具有良好的尺寸稳定性和耐腐蚀性,使其适用于托盘重量是关键限制的应用,例如空运或高频手动搬运操作。
对于必须可靠地维持可堆叠性的操作 100 次或更多托盘循环 、压制或不锈钢脚是最可靠的选择。它们对蠕变、冲击和温度变化的抵抗力确保了在制造时建立的尺寸精度在部件的整个使用寿命期间得以保持。
自动化仓库环境中的可堆叠性
在手动操作的仓库中,少量的堆垛错位可以通过工人重新定位托盘来纠正。在自动化环境中,机器人堆垛机、自动导引车 (AGV) 和输送机自动存储和检索系统 (AS/RS) 在无需人工干预的情况下处理托盘,没有校正机制。未嵌套在其指定尺寸范围内的托盘将导致卡纸、传感器故障或系统停止从而导致整个操作停止。
这就是为什么自动化物流运营商指定 托盘脚和嵌套塞的公差极其严格 - 通常比手动搬运应用中使用的标准公差更严格。自动化系统的典型要求包括:
- 脚高度公差: 单个托盘上所有支脚以及车队中所有托盘的误差为 ±0.5 毫米。
- 嵌套塞直径公差: ±0.3 毫米,确保一致的啮合深度和抗横向位移能力。
- 脚位公差: 距托盘平台上指定位置 ±1 毫米,以与机器人拾取点和传感器检测区域对齐。
- 堆叠高度重复性: 嵌套堆叠的总高度必须可预测在每个托盘的 ±2 毫米范围内,以便 AS/RS 系统能够准确定位其货叉,而无需在周期之间重新校准。
- 横向位移阻力: 嵌套堆叠必须能够承受至少 200 N 的横向位移力,且顶部托盘相对于其下方的托盘移动不超过 2 毫米。
在大规模生产中一致地实现这些规格需要精密制造能力, 宁波大盛金属制品有限公司 带给我们生产的每一个组件。我们的冲压和拉深模具是根据每个客户规格的尺寸要求进行设计和维护的,我们的质量验证流程确认离开我们工厂的每个部件都满足其预期应用所需的公差——包括自动化物流环境的苛刻要求。
嵌套插头设计如何影响卸垛的难易程度
仅当需要单独托盘时也可以轻松可靠地分离堆叠时,可堆叠性的改进才具有实际意义。嵌套塞子啮合得太紧,需要用力过大才能脱离,从而产生操作问题:拆垛时间增加,分离过程中托盘损坏的风险更高,以及自动拆垛机难以在不损坏托盘板的情况下产生所需的提升力。
性能良好的嵌套塞的设计平衡了三个相互竞争的要求:
- 充分接合以抵抗横向位移 在运输和装卸过程中承受的力下 - 通常需要 15-25 毫米的最小接合深度。
- 塞子和底脚内壁之间的受控间隙 — 足以实现平稳接合和脱离而不会产生束缚,通常为 0.5-2 毫米的径向间隙,具体取决于应用。
- 插头外部的拔模角 — 轻微的锥度 (3°–7°),可在堆叠过程中引导塞子进入足部空腔,并有助于干净地脱离,而不会产生深腔中平行壁塞子可能出现的吸力效应。
要实现这种平衡,需要深思熟虑的设计和精确的制造。壁厚不一致或横截面不圆的塞子会表现出不可预测的行为——在某些方向上结合在一起,而在其他方向上则松散地配合。精密冲压和深拉塞由厚度一致的金属板和受控的成型参数制成,消除了这种可变性,并在车队中的每个托盘上提供相同的接合和脱离行为。
堆垛对托盘车队管理的影响
改进的可堆叠性不仅会影响托盘堆的物理尺寸,还会对整个供应链中托盘车队管理的效率产生直接且可衡量的影响。能够更紧凑、更稳定地堆放空托盘的操作在物流周期中需要存储、计数、运输或检索托盘的每个点都可以获得优势。
发货点和收货点的存储容量
在 dispatch docks, distribution centers, and manufacturing facilities, empty pallets awaiting loading occupy floor space that could otherwise be used for productive storage. A nestable pallet system that reduces stack height by 65–70% 与传统托盘相比,相同的占地面积可容纳三到四倍的空托盘。这直接减少了托盘补货运行的频率以及与管理大量单独存储的单元相关的劳动力。
回程货运效率
退货物流——将空托盘通过供应链运回——是一个与托盘数量直接相关的成本中心。内部高度为 2,700 毫米的标准拖车可容纳 18 个传统托盘,每个托盘堆叠高度为 145 毫米 。凭借 40 毫米增量和 150 毫米底座高度的可嵌套系统,同一个拖车可以运载 约 64 个托盘 在相同的垂直空间内——负载的三倍以上。回程运输次数的减少与堆垛效率的提高成正比,从而降低了燃料成本、驾驶时间和碳排放量。
减少每个托盘周期的搬运操作
由于可嵌套堆垛结构稳定,并且可以作为一个单元进行处理,而不存在单个托盘移动的风险,因此叉车操作员可以在一次升降机中移动大量的空托盘。 20 个可嵌套托盘组成的稳定堆可以作为一个单元移动; 20 个没有互锁的传统托盘需要多次单独移动或使用专用设备。单个搬运操作的减少减少了劳动时间、叉车磨损以及搬运相关事故的风险。
为实现最佳可堆叠性而定义的关键规格
对于指定新托盘脚和嵌套塞的操作,或评估现有组件的可堆叠性能,以下参数是定义和验证的最关键:
- 目标嵌套增量: 根据可用的存储和运输空间以及每个堆栈中预期的托盘数量,定义每个嵌套托盘的最大可接受的垂直高度增加。
- 脚高及公差: 指定提供足够的叉车进入间隙(最小 95 毫米)所需的标称支脚高度以及单个托盘上所有支脚的最大允许高度变化(对于精密应用,通常为 ±0.5 毫米)。
- 插头啮合深度: 定义嵌套塞必须与脚腔接合的深度,以提供所需的横向位移阻力,并与手动或自动卸垛可接受的脱离力相平衡。
- 插头至底脚径向间隙: 指定嵌套塞外壁与脚腔内壁之间的间隙,平衡接合的难易程度和位置锁定的紧密程度。
- 横向位移阻力: 根据预期车辆类型运输过程中所经历的动态力,定义嵌套堆叠在不移位的情况下必须抵抗的最小侧向力。
- 材质及表面处理: 根据负载要求、温度范围、腐蚀暴露以及部件必须保持其尺寸规格的循环次数来选择底座和插头材料。
- 配置及数量: 根据托盘的负载能力要求和嵌套增量目标,使用配置比较数据作为起始参考,确定支脚的数量和放置模式。
在 宁波大盛金属制品有限公司 ,我们经验丰富的工程团队与客户从规范阶段一直到生产和交付合作,确保正确定义并可靠地实现控制可堆叠性能的每个参数。从选择最佳材料和设计模具到制造成品部件并验证其尺寸一致性,我们提供优质托盘脚和嵌套塞所需的技术专业知识和制造精度。












发送询盘


版权所有© 宁波达升金属制品有限公司
